Benchmark is currently evaluating two emerging trends and market opportunities in biofuel production: Renewable Gasoline and Butanol. Below is an overview of our findings regarding their potential and current challenges.
1. Production of Renewable Gasoline
Renewable gasoline offers a way to decarbonize gasoline internal combustion engine vehicles. The production process mirrors that of renewable diesel; at the final distillation step, the hydrocracked biofuel stream is separated by boiling point, yielding 100% renewable bio-naphtha and gasoline from the lighter fractions.
Market Example: Repsol in Spain is marketing renewable gasoline under the brand "Nexa 95," charging a premium of $0.42 per gallon over normal 95 Octane gasoline. An alliance of BMW, Toyota, and Bosch is conducting a six-month fleet trial using Nexa 95 to verify its scalability for EU policymakers.
Technical and Commercial Challenges:
- Production Costs: The cost of production is estimated to be 70%–100% higher per gallon than conventional gasoline. The current retail price premium is unsustainable without significant tax incentives and credits.
- Hydrogen Sourcing: The required renewable hydrogen faces scalability limits, whether sourced via biogas from digestors (dependent on steady feedstock supply) or energy-intensive electrolysis (which keeps production costs high).
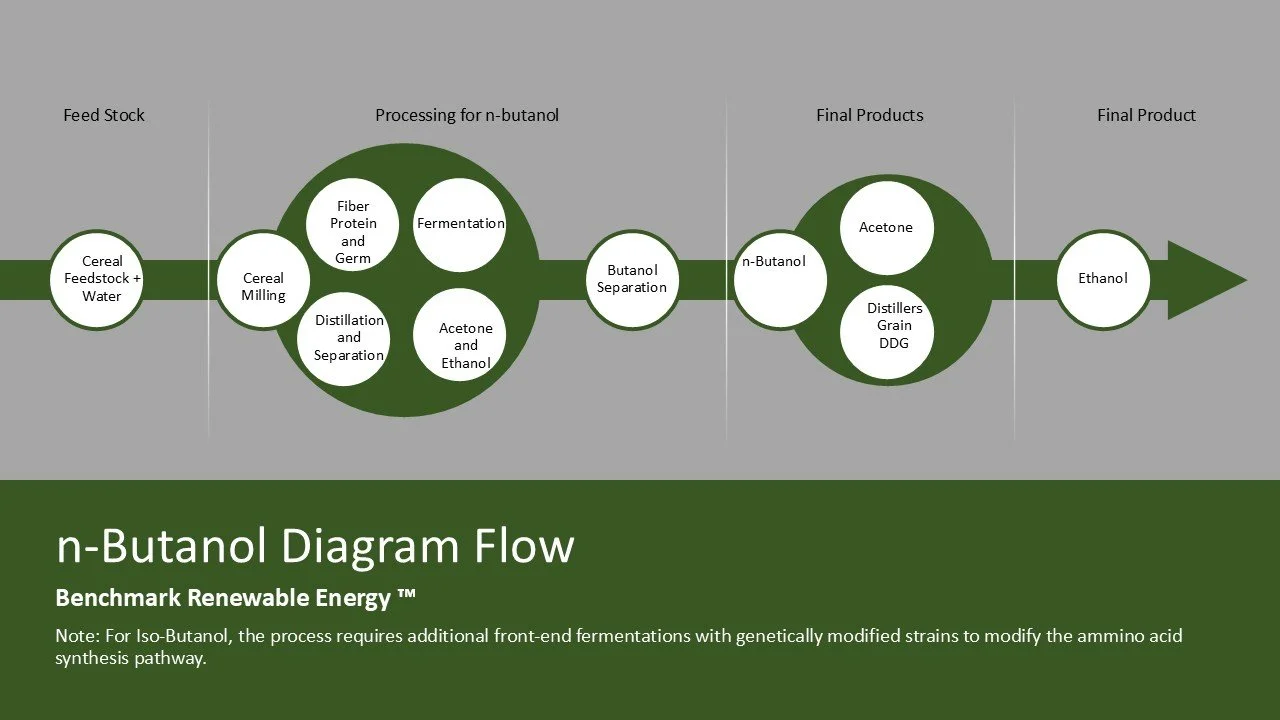
2. Production of Butanol
Butanol offers significant physical and chemical advantages over ethanol, including a 30% higher energy content for better fuel economy, and non-hygroscopic and less corrosive properties. This allows it to be transported via standard gasoline pipelines and used in higher blends without engine modifications.
NO FREE LUNCH
Technical and Commercial Challenges:
Current technology processing costs are twice as high as ethanol due to:
- Lower Fermentation Yields: Bacteria strains tolerate a 15% concentration of ethanol but only 2% of butanol. Processing this diluted product dramatically increases energy costs.
- Difficult Separation: Butanol's boiling point (93°C) is very close to water, requiring complex evaporation membranes and additional downstream extractions.
Conclusion
Further research and development into production processes and new fermentation technology are required to bring costs down and make these options commercially competitive